

الکترود جوشکاری چیست؟
به یک سیم روکش داری که معمولا از جنس فلز بوده و به وسیله آن میتوانیم مراحل جوش را انجام دهیم، الکترود جوشکاری گفته میشود. در واقع این وسیله می تواند دو سطح که دارای فاصله هستند را به هم متصل کرده و این فضا را پر کند. البته لازم به ذکر است روکش الکترودهای جوشکاری معمولا از جنس موادی مثل آزبست، اکسید سدیم، آهک و چند مورد دیگر میباشد. این وسیله با توجه به عناصر مختلف، دسته بندی های متفاوتی دارد برای مثال:
الکترود بر اساس نوع پوشش فلاس:
جنس پوشش روی آن ها معمولا از جنس آهک، سلولز، اکسید سدیم، خاک رس و یا آزبست می باشد.

الکترودهای جوشکاری با توجه به نوع پوشش فلاس به انواع مختلفی تقسیم می شوند:
الکترود جوشکاری با پوشش سلولوزی
نوع اول الکترود جوشکاری با پوشش سلولزی میباشد . عمده پوشش این نوع از جنس سلولز می باشد. سطح جوش آن ها کاملا خشن و ناهموار است. می توان گفت: از آنجا که این نوع الکترود نم گیر می باشد، امکان فاسد شدن ماده سلولز به کار رفته در ترکیب آن ها وجود دارد.
به همین خاطر آن ها را در جعبه هایی که رطوبت به درون آن ها غیرقابل نفوذ باشد به عرصه فروش می رسانند. بخاطر داشتن پوشش سلولزی و امکان سوختن آن، این الکترود ها را نمی توان به وسیله الکترودخشک کن یا هر وسیله دیگری خشک کرد.
به علت خواص مکانیکی عالی و نفوذ کافی، این الکترودها در جوشکاری پاس ریشه اتصالات به کار می روند و همینطور برای جوشکاری های سرازیر به علت سرعت منجمد شدن مذاب جوش می توان از آن ها استفاده کرد اما در پاس های میانی اتصال به کارگیریی این الکترودها قابل توصیه نیست به علت حل شدن زیاد هیدروژن در مذاب که سبب هیدروژن تردی می شود.
الکترود جوشکاری با پوشش قلیایی یا بازی
نوع دوم الکترود جوشکاری با پوشش قلیایی یا بازی میباشد . قسمت عمده پوشش این مدل، از کربنات کلسیم همراه با مقداری فلورید کلسیم تشکیل شده است و از آنجا که در روپوش آن ها مواد سلولزی به کار نمی رود، جوش های ایجاد شده حداقل هیدروژن در جوش را دارند در نتیجه به این الکترودها، الکترودهای کم هیدروژن هم گفته می شود.
این نوع الکترود ها در جوشکاری های ضخیم فولادی که دارای درصد کربن بالایی هستند و همچنین برای جوشکاری فولادهای کم آلیاژ که به ترک زیر خط جوش و منطقه مجاور حساس هستند، کاربرد دارند.
از آنجا که این الکترود ها در مقابل ضربه، کاملا مقاوم می باشند، در تمام موقعیت ها به جز موقعیت سرازیر استفاده می شوند.
الکترود جوشکاری اکسیدی
نوع سوم الکترود جوشکاری اکسیدی میباشد . روکش این نوع، از اکسید آهن زیاد بوده و مثل الکترودهای اسیدی، نفوذ کم و سرباره ضخیمی دارند.
الکترود جوشکاری روتیلی
نوع چهارم الکترود جوشکاری روتیلیاین نوع الکترود، کاربردهای زیادی در جوشکاری های عمومی دارد. وجود مقدار زیادی اکسید تیتانیوم در روپوش این نوع باعث ایجاد قوس پایدار می شود و امکان جوشکاری در تمامی حالات امکان پذیر می گردد.
الکترود جوشکاری با پوشش اسیدی
نوع پنجم الکترود جوشکاری با پوشش اسیدی میباشد . در روکش این الکترودها به مقدار زیادی منگنز و سیلیکات آهن وجود دارد و سرباره ضخیمی دارند که برای جوشکاری سطحی مناسب هستند و کاربرد بسیار کمی دارند و برای رفع عیوب قطعات در ریختگری مورد استفاده قرار می گیرند.
معمولا پوشش های سلولزی این امکان را دارند که در انواع جوشکاری با سرعت نسبتا زیاد استفاده شوند مانند خطوط لوله. پوشش روتیلی برای انجام فرایند جوشکاری در آلیاژهایی که ضدزنگ هستند استفاده میشوند، اما فرآیند جوش در پوشش اسیدی اینگونه نیست و این مورد دارای کیفیت بهمراتب بالایی نبوده و در موارد حساس از آنها استفاده نمیگردد.
بطورکلی حساسیت به رطوبت، یکی از معایب این نوع الکترودها است. پوشش های سلولزی در انواع جوشکاری نسبتا زیاد مثل خطوط لوله به کار می روند. فرآیند جوش در پوشش روتیلی در آلیاژهای که ضد رنگ هستند مورد استفاده قرار می گیرد. در فرآیندهای حساس از پوشش اسیدی به علت کیفیت پایین استفاده نمی شود.
انواع الکترود ها بر اساس نوع ساخت
الکترود جوشکاری کم هیدروژن (Low Hydrogen Electrode)
از آنجاییکه پوشش استفاده شده در این نوع الکترود ها هیدروژن بسیار کمی دارد، این دسته از الکترود ها در جوشکاری فولاد های پر کربن، استفاده می شوند.
الکترود جوشکاری انجماد سریع (Fast Freezing Elctrode)
این نوع الکترود، با ایجاد قوس الکتریکی قوی و تولید سرباره کمتر،در تمام خدمات جوشکاری وجود دارد که این نکته بسیار حائز اهمیت است.
الکترود جوشکاری چسبان سریع (Faft Fit Electrode)
این مدل از الکترود ها به دلیل پوشش بسیار سنگینی که دارند، از سرعت رسوب گذاری بالایی نیز برخوردار هستند.
الکترود جوشکاری انجماد پر شده (Fill freeze Electrode)
با وجود پوشش فلاکسی سنگین در این نوع از الکترود، می توان سرباره را خارج کرد و ترکیب یکنواخت ایجاد نمود.

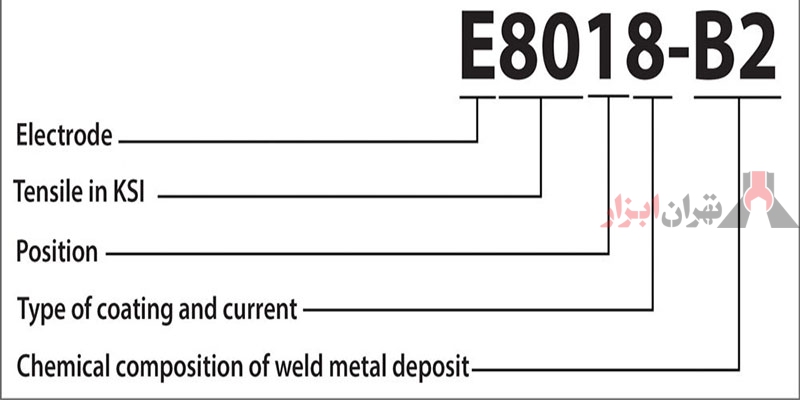
علائم نامگذاری در الکترود جوشکاری
مشخصات الکترود ها بر اساس نامگذاری الکترودها چیست؟
در جوشکاری مشخصات الکترود ها دارای یک سری اعداد می باشد که توسط این اعداد ما می توانیم موارد زیادی را در موردشان متوجه شویم. معمولا نام آن ها با یک سری از اعداد و حروف انگلیسی مشخص می شود که در این قسمت قصد داریم بررسی کنیم که هر یک از این اعداد و حروف نشان دهنده ی چیست؟ به طور مختصر این اعداد و حروف به شرح زیر است:
مثلا الکترود E60 10: حرف انگلیسی E در این قسمت نشانگر جریان برق است. عدد ۶۰ در کنار حرف میزان کشش گرده جوش بر حسب پاوند بر اینچ مربع، عدد ۱ بیانگر حالات مختلف جوشکاری و عدد۰ نوع جریان را نشان می دهد. این خلاصه ای از حروف و اعداد مشخص شده در الکترود ها است.در ادامه به تعریف مفصل آن می پردازیم:
علامت اول نامگذاری الکترود جوشکاری
همان طور که گفتیم، حرف E نشانگر جریان برق است. زمانیکه این حرف در آغاز نام الکترود قرار می گیرد، یعنی الکترود مورد نظر برای کار جوشکاری برق می باشد زیرا بعضی از این الکترود ها معمولا پوشش دارند و قالب استفاده ی آن ها در جوشکاری با اکسی توسین می باشد که با حروف و اعداد دیگر قابل رویت هستند.
علامت دوم نامگذاری الکترود جوشکاری
علامت دوم شامل دو عدد ۰ و ۶ است که نشانگر میزان فشار گرده ی جوش است. این علامت میزان فشار گرده ی جوش را بر حسب پاوند بر اینچ مربع محاسبه کرده و به طور معمول، باید آن را در ۱۰۰۰ ضرب نمود. اگر بخواهیم به طور دقیق تر بگوییم، مفهوم آن، این است که فشار گرده ی جوش در این الکترود ۶۰۰۰۰ پاوند بر اینچ مربع می باشد. که واحد آن در فارسی کیلوگرم در متر مربع می باشد.
علامت سوم نامگذاری الکترود جوشکاری
حالات جوش را مشخص می کند که همیشه این علامت ۱ یا ۲ یا ۳ می باشد. الکترودهائی که علامت سوم آنها ۱ باشد در تمام حالات جوشکاری می توان از آنها استفاده کرد. و الکترودهائی که علامت سوم آنها عدد ۲ می باشد در حالت سطحی و افقی مورد استفاده قرار می گیرند. الکترودهائی که علامت سوم آنها ۳باشد تنها در حالت افقی مورد استفاده قرار می گیرند.
علامت چهارم نامگذاری الکترود جوشکاری
این علامت معمولا از صفر شروع شده و به عدد ۶ ختم می شود. علت اصلی استفاده از این علامت در نام الکترود ها نشان دادن خصوصیات ظاهری گرده جوش و نوع جریان می باشد. وجود علامت ۰ یا ۶ در انتها هر یک نشان دهنده ی مورد خاصی می باشد. یعنی اگر، علامت آخر در نامشان، ۰ باشد موارد استعمال آن دسته از الکترود ها تنها با جریان مستقیم یا در اصطلاح DC یا قطب معکوس می باشد. میزان نفوذ در این جوشکاری معمولا زیاد است و شکل مهره ها در آن تخت است. از طرفی معمولا درجه ی سختی گرده جوش در این دسته، بالا می باشد.
اما اگر علامت آخر آن یک باشد موارد استعمال در این الکترود ها با DC,AC است. شکل ظاهری در جوش دادن این الکترود ها صاف بوده و میزان درز، شکاف و قعر آن و همچنین درجه ی سختی در این الکترود ها زیاد تر از گرده ی اول می باشد.
در صورتی که علامت چهارم عدد ۲ باشد، موارد استعمال الکترود مثل نوع قبل، به صورت AC,DC می باشد. میزان نفوذ جوش در این الکترود ها معمولا به اندازه متوسط است و درجه ی سختی آن ها از میزان الکترود های دیگر کمتر است. نمای ظاهری این الکترود ها، معمولا به شکل محدب است. اما اگر علامت چهارم در آن ۳ باشد این الکترود فقط می تواند با جریان AC متناوب و مستقیم استفاده شود. درجه ی سختی گرده جوش در این الکترود ها از میزان دو دسته ی اول کمتر می باشد اما از دسته ی سوم معمولا بیشتر است همچنین قوس الکتریک در آن ها معمولا خیلی آرام و کم نفوذ می باشد. شکل مهره های آن هم به صورت محدب است.
دسته ی بعدی، شامل الکترود هایی است که علامت آخر آن ها عدد ۴ می باشد. این الکترود می تواند با هر دو جریان AC,DC استفاده شود و موارد استعمال در آن هم، شکاف های عمیق و یا قسمت هایی که چندین گرده جوش باید بر روی هم باشند استفاده می شود. دسته ی آخر، الکترود هایی هستند که عدد آخرشان، عدد ۵ است. این الکترود ها به تنهایی برای جریان های DC استفاده می شوند. موارد استعمال آن نیز، شکاف هایی به صورت باز و عمیق می باشند. درجه ی سختی در گرده جوش این الکترود ها کم بوده و قوس الکتریکی آرامی دارند. پوشش شیمیایی آن ها هم جزو پوشش های شیمیایی الکترود های بازی است.
ارتباط عدد آخر در نامگذاری الکترود با پوشش شیمیایی الکترود
علاوه بر مواردی که ذکر کردیم، شماره ی آخر در نام آن ها می تواند نشانگر ترکیب شیمیایی در آن ها باشد که شامل موارد زیر می باشد:
- اگر عدد آخر ۰ باشد پوشش این محصول، پر سلولز و کربنات سدیم است.
- اگر عدد آخر ۱ باشد پوشش این محصول، پر سلولز و کربنات پتاسیم می باشد.
- عدد ۲ در آخر نام آن، نشانه پوشش پر تیتان و کربنات سدیم است.
- عدد ۳ در آخر نام الکترود نشانگر پوشش پر تینان و کربنات سدیم است.
- عدد ۴ هم می تواند حاکی از پوشش پر تینان به همراه پودر آهن باشد.
- عدد ۵ پوشش بدنه ی کم هیدروژنه را نشان می دهد.
- عدد ۶ و ۷ و ۸ به ترتیب نشانگر پوشش های کم هیدروژنه، پوشش های کم هیدروژنه و حاوی پودر آهن می باشند.
اگر به این نکات توجه کنید، شما به راحتی مشخصات یک الکترود را تشخیص می دهید و موارد استفاده آن را هم مشخص می کنید. همه اعداد و حروف در الکترود ها نشانگر موارد مختلفی می باشد که در بالا گفتیم. یادمان باشد علاوه بر مشخص نمودن کاربرد و مشخصات کامل الکترود، این حروف و اعداد می توانند پوشش های الکترود ها را نیز نشان دهند.
در این مقاله سعی کردیم با معرفی تخصصی تر الکترود ها شما را در شناخت بیشتر و در نتیجه خرید بهتر الکترود مورد نیازتان راهنمایی کرده باشیم همچنین از بهترین برند های شناخته شده در الکترود ها برند ایساب سوئد می باشد که شما می توانید از این قسمت، این محصول را مشاهده فرمایید.