

خمکاری چیست و چه کاربردی دارد؟
خمکاری ورق های فلزی یکی از عملیات بسیار پرکاربرد در صنعت است و برای مقاصد گوناگونی چون ساخت باکس فلزی در صنعت الکترونیک، ساختمان سازی، دامداری و کشاورزی، کشتی سازی، کارخانجات و … استفاده می شود. خمکاری ورق های فلزی، عملی مکانیکی است که در آن به ورق فشار وارد شده و باعث خمش و زاویه دار شدن آن می شود. خمکاری ورق های فلزی روش های گوناگونی دارد که با توجه به مواردی چون جنس ورق، ضخامت آن، طرح مورد نظر برای خم کردن و میزان خمش، باید روش مناسب را انتخاب کرد.

همچنین با توجه به جنس ورق فلزی باید مشخص کرد که خمکاری ورق های فلزی به صورت گرم اجرا شود یا به صورت سرد و در دمای پایین انجام شود. اگر کربن موجود در ورق فلزی مقداری بیش از ۱.۲ درصد باشد، قابلیت خمکاری این ورق ها کاهش می یابد و برای خم کردن، باید ابتدا آن ها را گرم کرد. معمولا ورق های غیر آهنی را به جز ورق روی و ورق آلومینیوم در حالت سرد خمکاری می کنیم.
در اکثر موارد در طی عملیات خمکاری ضخامت ورق تغییری نمی کند. البته به دلیل کشش ایجاد شده هنگام خمکاری ممکن است در پاره ای از موارد ضخامت قسمتی از ورق فلزی تغییر کند.
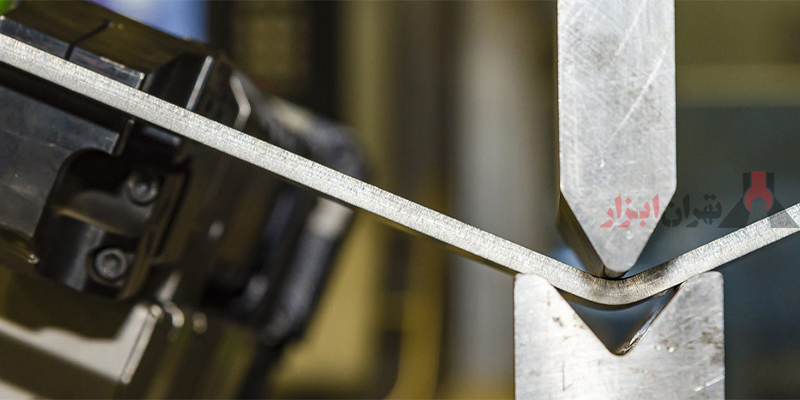
در خم کاری ورق فلزی ، ممکن است در اثر بی دقتی، ورق چین خوردگی یا ترک خوردگی پیدا کند. بنابراین محاسبه دقیق مقدار فشار وارد شده توسط پانچ با در نظر گرفتن ضخامت ورق و شکل مورد نظر خمش، قبل از خمکاری، ضروری است و از بروز اشتباهات جلوگیری می کند.
قابلیت خمکاری:
به منظور تشخیص مناسب ترین روش برای خم فولاد، قابلیت خمکاری آن را بررسی میکنیم. قابلیت خمکاری ورقهای فولادی متغیر بوده و به میزان کربن آنها بستگی دارد. با افزایش میزان کربن، قابلیت خمکاری کاهش مییابد. ورقهای فلزی که درصد کربن آنها ۱٫۲ است قابلیت خمکاری در حالت سرد را دارند و چنانچه درصد کربن از مقدار ذکر شده بیشتر شود، خمکاری به روش گرم انجام میپذیرد. ورقهای غیر آهنی معمولا به روش سرد خم میشوند ولی بعضی از آنها به دلیل نداشتن قابلیت انعطاف لازم بایستی ابتدا گرم و سپس خم شوند. ورقهای روی و آلیاژهای آلومینیوم در حالت گرم بهتر خم میشوند.
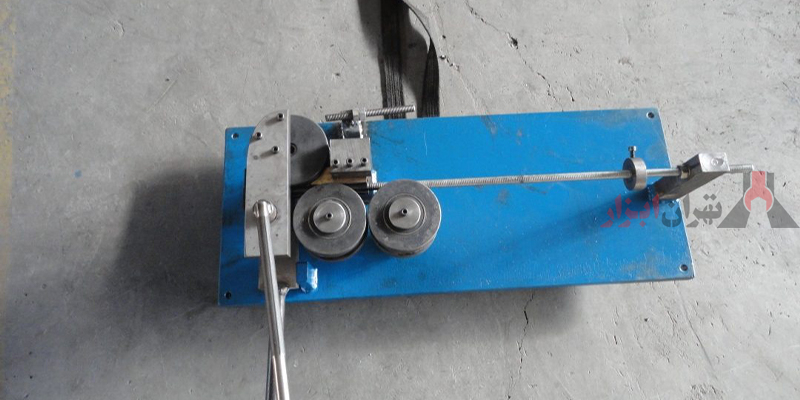
خمکاری دستی:
این دستگاه برای خم های گوشه دار و آن هائی که دارای انحناء محدودی میباشند به کار میرود. این دستگاه دارای پایهای است که فک زیرین بر روی آن سوار شده است. فک روئی به کمک مکانیزم پیچ و مهره قابل حرکت بوده و به وسیله آن میتوان ورق را بین دو فک محکم نمود. فک دیگری به نام فک خم کننده وجود دارد که حول محوری به صورت شعاعی قابل حرکت بوده و به وسیله آن میتوان ورقی را که قبلاً بین فک های بالایی و پایینی محکم شده است خم نمود.
برای خنثی کردن نیروی وزن فک خم کننده، معمولاً در انتهای محور آن وزنهای قرار دارد که به آن وزنه تعادل میگویند. در لبه فک های سه گانه مذکور معمولاً تیغههایی از جنس فولاد نصب گردیده است که قابل تعویض بوده و با تعویض آن ها میتوان خم های مختلفی را به وجود آورد.
-
ظرفیت خمکاری در دستگاه خمکن دستی:
با این نوع ماشین خمکن میتوان ورق های آهنی و فولاد کم کربن را تا ضخامت ۳ میلیمتر، ورق های آلومینیوم و آلیاژهای آن را تا ضخامت ۶ میلیمتر و همچنین ورق های مس و برنج را تا ضخامت ۵ میلیمتر خمکاری کرد.
ماشین خمکاری ورق:
خمکاری ورق های فلزی با روش کنترل عددی با کامپیوتر یا سی ان سی cnc، یک فرآیند ساخت محسوب میشود که این فرآیند با دستگاههای پرس برک cnc انجام میشود. این ماشین آلات عملیات خم کاری را به ضخامت چند میلیمتر تا قطعاتی به طول چند ده متر روی ورق فلزی انجام میدهند. دستگاه پرس برک سی ان سی cnc به دو صورت میباشد که به اصطلاح داون فرمینگ و آپ فرمینگ گفته میشوند. ورق فلزی حاصل از هر دوی این روشها یکسان بوده و در هیچکدام از روشها، از نظر طرح و نوع قطعهای که کار میشود، محدودیتی وجود ندارد.
خم کاری یکی از روش های فرم دهی انواع ورق های فلزی و غیر فلزی بدلیل ایجاد خم در قطعات می باشد. از مزایای خمCNC افزایش دقت در محل خمکاری و کاهش خطاهای مونتاژ قطعات می باشد. همچنین در بیشتر مواقع مشکل اساسی برگشت فنری را نیز می توان از طریق خم کاری با ماشین آلات پیشرفته برطرف کرد.
برای دریافت مشاوره بیشتر می توانید با ما در تهران ابزار در تماس باشید.